
 198-3084-6189李经理
198-3084-6189李经理
198-3084-6189李经理
198-3084-6189李经理

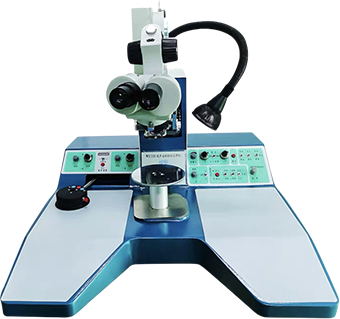
超声波粗铝丝压焊机主要应用于传感器晶体管、激光管、中小型功率二级管、三极管、集成电路、TO管和一些特殊半导体器件的内引线焊接,适用于MEMS集成电路、内部引线焊接、军工实验室与科研工作。
 订购电话:198-3084-6189
订购电话:198-3084-6189
本机利用超声波摩擦原理来实现不同介质的表面焊接,是一种物理变化过程.首先金丝的首端必须经过处理形成球形(本机采用负电子高压成球).,并且对焊接的金属表面先进行预热处理;接着金丝球在时间和压力的共同作用下,在金属焊接表面产生朔性变形,使两种介质达到可靠的接触,并通过超声波摩撷振动两种金属原子之间在原子亲和力的作用下形成金属键,实现了金丝引线的焊接.金丝球焊在电性能和环境应用上优于硅铝丝的焊接.但由于用贵金属的焊件必须加温,应用范围相对比较窄.
◆ 具有第二焊点自动焊接和补球功能,且三轴(焊头、位移、送料》同步运行,大大提高了焊线速度;
◆ 自动过片1步或2步选择,二焊也可以烧球;
◆ 具有双向自动位移焊接和弧度增高功能。(跨度双向位移模式,特别适用于可以焊接白光、蓝光及双色发光管的生产);
◆ 具有焊接完成声响提示功能,当每条支架焊到第19个管子时,有声响提示操作者及时更换支架;
◆ 烧球不成功自动报警;
◆ .焊线速度快,熟练者可以达到4一6KH的生产量(自动机的速度一般8-12KH);7.使用钛合金焊头,寿命长且性能稳定;
◆ 六种操作模式,可以因初学者及熟练工的不同工作状态,以及因固晶不良、框架不良等因素的影响而由使用者选用不同的操作模式来提高焊接的质量;
◆ 由微电脑控制焊线弧度的形成,弧度可以调节;
◆ 具有自动程控检测焊咀是否到达焊接位置的功能,数控调整一检、二检高度,对一焊、二焊高度差较大的器件,也同样焊接自如;
◆ 调整方便,各种参数〈超声功率、时间、压力、温度、烧球、弧度、尾丝、瞄准点高度、跨度等)均置于面板上用族钮调节;
◆ .温度控制采用名牌工业级的智能AI调节系统,优于传统的PID系统,控制更精确、稳定:
◆ 单向焊接可记忆两条线的数据,方便左、右支架均采用同侧单向焊接;
◆ 双向焊接时,焊完第一条线后自动运行到第二条线一焊上方,大致对准第二条线的第一焊点,可提高效率并保护第一条线弧;
◆ 双向焊接时,两条线的二检高度、拱丝高度分别可调,以利于不同二焊高度的支架焊接;
◆ 多种提弧方案可选,可达到你所想要的任何弧形,对于弧度要求较高的深杯支架及食人鱼支架将大大提高合格率;
◆ 二焊补球功能,可大大提高二焊的可焊性,降低死点率;
◆ 自动过片1步或2步选择,对于中8或中10等大距离的支架,选择每次过片两步将大大提高生产效率;
◆ 连续过片功能,对于返工支架能提高效率;
◆ 劈刀检测功能,可检测劈刀是否安装良好,大大降低人为的虚焊;
◆ 超声功率4通道输出,可尽量保证两边线的二焊焊点基本一致,同时因为晶片与支架上的焊点参数不同,选择晶片上与支架上不同的一焊功率,可保证晶片上的焊点与支架上的补球一焊都满足要求;
◆ 烧球性能大大改善,若再采用本公司独特设计的劈刀,可得到更小的一焊(球焊〉及更可靠的二焊。更适合蓝、白发光二极管的生产;
◆ 使用电源:220VAC±10%、50Hz、可靠接地
◆ 消耗功率:最大300W
◆ 适用金丝线径:17~50μm (0.8~2mil)
◆ 焊接温度:60~400℃
◆ 超声功率:四通道0~3W分两档连续可调
◆ 焊接时间:二通道0~100ms
◆ 焊接压力:二通道35~180g
◆ 一焊至二焊最大自动跨度:双向均不小于4mm
◆ 尾丝长度:0~2mm
◆ 金球尺寸:线径的2~4倍可任意设定
◆ 最小焊接时间:0.4s/线
◆ 夹具移动范围:Φ25mm
◆ 视觉系统:二档(15-30倍)显微镜
◆ 外形尺寸:700(长)×460(宽)×550(高)mm
◆ 重 量:约30KG


